


联系我们

- 铅板防辐射观察窗品质做服务
- 硫酸钡防辐射板现货销售
- 【精密无缝钢管支持定制】
- 灯光护栏镀锌波形护栏长期供应
- 【天轮JTPB防爆矿用提升绞车优质材料厂家直销】
- 铅屏风铅板真材实料诚信经营
- 【304不锈钢复合管】不锈钢复合管厂可定制
- 【无缝管】3mm辐射铅板供您所需
- 镀锌管【ND钢管】闪电发货
- 冷拔扁钢_方钢生产型
- 无缝方管加工厂
- 多功能可定制宣传栏灯箱 户外宣传栏灯箱 不锈钢宣传栏灯箱 太阳能宣传栏灯箱 发光宣传栏灯箱 垃圾分类宣传栏灯箱 户外防锈液压宣传栏灯箱 校园宣传栏灯箱定制 文化长廊宣传栏灯箱 核心价值观宣传栏灯箱 太阳能滚动宣传栏灯箱 壁挂式宣传栏灯箱落地式宣传栏灯箱来样定制
- 商业街道景观小品雕塑来电咨询
- 280mm氧化合金槽筒配和槽筒机使用
- 钢管磷化钝化工艺
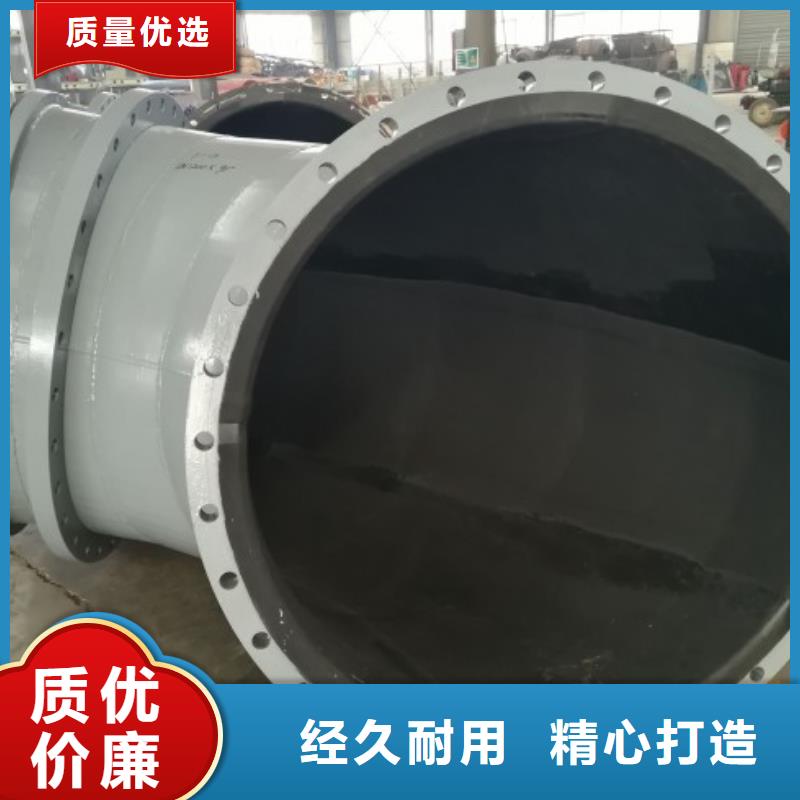
【衬胶管道双面涂塑管道源头工厂量大优惠】
更新时间:2024-12-27 16:05:20 浏览次数:4 公司名称:洛阳 纵横机械制造有限公司
| 厂家/产地 | 纵横机械/洛阳 |
|---|---|
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |






纵横机械制造有限公司长期以来培养 山东日照【衬胶管】技术人才,积累了从 山东日照【衬胶管】产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 山东日照【衬胶管】产品。
质量方针:以客户为中心、以 山东日照【衬胶管】质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。



衬胶管道在厂家生产完成以后运到安装现场需要施工人员进行连接安装,如果衬胶管道有编码可以根据编码安装,如果衬胶管道编码就要求工作人员依据图纸安装。衬胶管道分为地埋管道和架空管道,无论怎么安装都需要借助起吊设备。
衬胶管道安装一般都从管道源头开始,即管道起点位置依次进行,这样可提高管道安装的准确程度和效率:如果工程量大,衬胶管线长,则可以考虑两头安装,即起点和终点同时进行,醉好不要在管线中间位置,这样可能会造成管道长度的误差,导致无法接头。衬胶管道都有预先设计好的安装图纸,根据图纸施工是简单有效的。
近不少人问衬胶管道厂家有长度限制吗?衬胶管道长能做到多少米?跟管径有关系吗?DN25的长能做到多少米?DN100的长能做到多少米?纵横制造衬胶管道厂家就来回答衬胶管道的一些常见问题。
衬胶管道厂家的衬胶工艺有所不同,取决于材料和生产工艺,碳钢管一般原材料是12米一根便于运输,纵横制造的硫化炉是6米*1.2米的硫化炉,所以纵横制造生产的管道zui大口径是DN1200长6000mm也就是6米,口径越小长度越短,DN100以下的口径长只能3米,短100mm,预硫化由于硫化炉大小限制长度,部分厂家的硫化炉是8米或者10米的硫化炉,但也采用6米一根便于管理也便于运输,货运车的挂斗6米也是常见价格便宜,10米长的货运车运输成本也比6米高出快一倍,所以在运输和硫化炉的限制情况下,大多数厂家长能做到6米。
衬胶管道厂家是有长度限制的,纵横制造有新型硫化方法、预硫化和热硫化炉硫化三种方式,以上介绍了热硫化炉的方式,预硫化胶板只需要黏合在碳钢管上是不受长度限制的,新型硫化方法长可以硫化12米,需要6米以上的衬胶管道.
衬胶管道使用寿命的因素有哪些?
衬胶管道结合橡胶自身物理和化学性能降低了管路输送介质对外部结构的作用,使管道具有高强度、高耐磨、高防腐和耐高温等特性,大大延长了管路的使用寿命,降低的使用者的成本。今天小编给大家介绍一下影响衬胶管道使用寿命的因素。
1、衬胶管道橡胶的性能
衬胶管道内衬胶要根据其使用的环境而定,如果选择的橡胶物理和化学性能与环境不相符就会造成使用寿命大大降低橡胶层脱落等严重后果。
2、衬胶管道的橡胶与钢管的粘接强度
非橡胶生产企业器胶浆粘接度不强,会造成衬里层受力不能够很好的分解是,导致局部受力不均,造成了衬胶管道局部腐蚀。
3、衬胶管道使用工矿条件
使用场所、腐蚀性,温度以及使用强度等都会影响到衬胶管道的使用寿命,因此在选择之初应对衬胶管道做出合理的分析。



电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。

